

16.XTLASER-Instruction of laser cutting gas and laser power-Ella
In last blog we shared the way of laser beam adjustment,
today we will continue to write other parts of laser machine.
1.The instruction of selection of laser cutting gas and pressure
During the laser cutting,we need choose different cutting gas according to different materials.
The choice of cutting gas and pressure have great influence on laser cutting quality.
Combustion-supporting and heat dissipation, timely blow away the molten stains produced after cutting,
and prevent cutting molten stains upward rebound and get into nozzle,and protect focusing lens,etc.
a) The influence of cutting gas and pressure on cutting quality
1) The Cutting gas help to heat dissipation and combustion,
blew away the molten stains, to get good quality cutting face.
2) When the pressure of cutting gas is not enough,cutting quality will be affected as follows:
Generate molten stains when cutting, cutting speed can’t meet requirement,affect production efficiency.
3) When the cutting gas pressure is excessively high will affect the cutting quality:
Cutting surface is more rough, and kerf is wide; At the same time will cause partial melting of the cutting
surface, unable to form a good cutting surface.
b) The influence of cutting gas pressure on punch a hole
1)When gas pressure is excessive low,laser will difficult penetrate the cutting board,
and the time length to punch a hole will increase,lead to low production efficiency.
2) When the gas pressure is too high, cause melting of the laser punching,
form a larger melting point, thus affecting the quality of the cutting.
3) When laser drilling,Generally use the higher gas pressure to punch the thin plate,
and for thick plate punching, using the low gas pressure.
4) When laser cutting machine cutting ordinary carbon steel,
the thicker the material thickness, the cutting gas pressure relatively lower.
And when cutting stainless steel, although cutting gas pressure not change with the thickness of the material,
but the cutting gas pressure is always in a state of high pressure.
In a word, when select cutting gas and pressure,we must adjust according to actual condition when cutting,
should choose different cutting parameters according to the specific situation in specific application.
The Equipment in the factory before delivery we will reserve two gas pipeline, oxygen and air using one utility piping,
nitrogen use a high pressure pipe. Two gas road respectively connect with gas pressure reducing valves, as following figure:
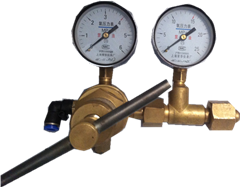
Reducing valve
Instruction of reducing valve:
The meter on the left shows the current air pressure, the right one shows the capacity of residual gas
«Attention» Nitrogen gas supply pressure should not exceed 20 kg
Oxygen supply pressure can not exceed 10 kg, otherwise easy to cause blowout of the pipe.
2.Instruction of influence of laser cutting power on cutting quality.
The selection of laser cutting power has some influence on cutting quality,
and cutting power is confirmed by the cutting plate material and the thickness of the plate,
power is too big or too small can’t get a good cutting result.
a) When laser cutting, if the power is excessive small,can not cut.
b) If the setting of power is excessive large,the whole cutting surface will melt,
the kerf is too big,and can not get the good cutting effect.
c) If the setting of laser power is not enough, will generate cutting molten stains,
cutting section will generate metal tumour scar.
So set proper laser power,Cooperate with the appropriate cutting gas and pressure,
Can get a good cutting quality, no molten stains.
If you have some trouble or problem in operation of laser cutting machine;
If you want to learn more about laser cutting machine, please just contact me:
Ella Guo
